溶接施工法のフローまとめとニッケル合金におけるカンドコロ
前項までのフローを下記にまとめます。
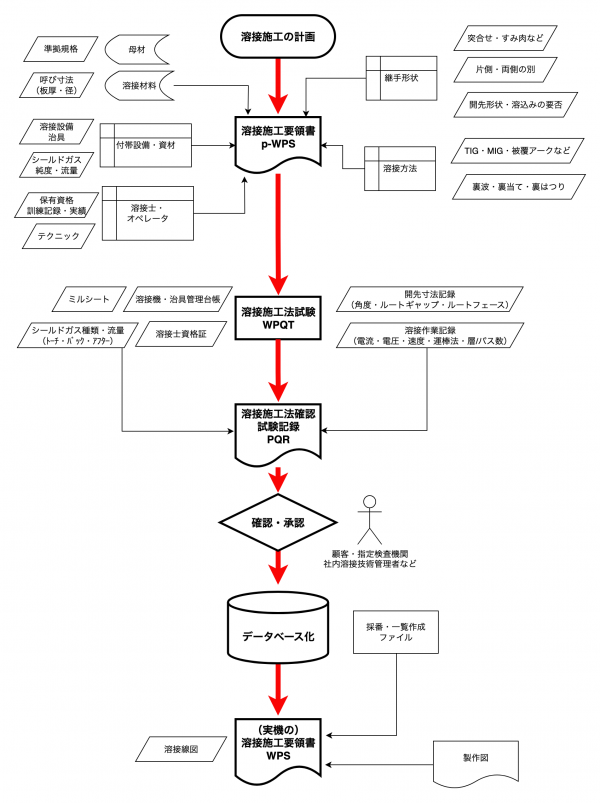
溶接施工法の区分・承認範囲
溶接施工法では、確認する要件(溶接確認項目)ごとに区分ないしは承認範囲が規定されており、これを外れるような条件で溶接施工を計画する場合は新たに溶接施工法試験を実施しなければなりません。この詳細は適用法規や準拠規格ごとに確認する必要があります。
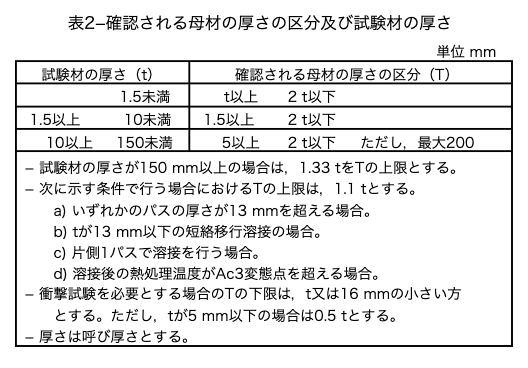
例えば、JISB8285 「圧力容器の溶接施工方法の確認試験」では、母材厚さについて下記のように規定されており、ここから逆算して試験材の厚さを決める必要があります。
承認範囲の詳細についてはこちら↓
JIS Z 3422-1:2003 金属材料の溶接施工要領及びその承認−溶接施工法試験−第1部:鋼のアーク溶接及びガス溶接並びにニッケル及びニッケル合金のアーク溶接

ニッケル合金の溶接施工法におけるカンドコロ
以上のほか、ハステロイを始めとするニッケル合金の溶接施工法においてはさらにいくつか留意すべきことがあります。
母材の区分
ニッケル合金の溶接施工法において、もっとも注意が必要なのが母材の区分です。別項でもお伝えしたように、ニッケル合金の多くはJISに規定されていないため、溶接施工法における母材の区分表から引き当てることができません。一方、ASMEのSection IXであればほぼ全ての合金が引き当て可能ですので、これを用いて溶接施工法を適用するのが一般的です。
なお、適用法規などによっては十分に説明できるよう資料などを準備しておきましょう。
クラッド鋼の場合
ニッケル合金クラッド鋼の場合、合わせ材を強度メンバーに含めない場合でも原則としてクラッド鋼としての溶接施工法は必要となります。また、それぞれの母材単体でそれぞれの板厚区分を満たす溶接施工法も必要となるので注意が必要です。
組み合わせ溶接の場合
ニッケル合金の溶接材料は高価であるため、厚肉の場合などは溶着速度の大きい溶接方法を選択したいところですが、特に接液部となる溶接面の健全性を最優先とし、初層のみTIG溶接、積層は大溶着速度溶接とする組み合わせ溶接も多く見られます。この場合は、組み合わせ溶接としての溶接施工法に加え、それぞれの溶接方法でそれぞれの板厚範囲を満たす溶接施工法もまた必要となるので注意が必要です。