- ホーム
- 基礎知識
- ニッケル合金製の部品について
- ニッケル合金製の鏡板について
ニッケル合金製の鏡板について
ハステロイをはじめとするニッケル合金でタンクなどの圧力容器を製作する場合、その構成部品として欠かせないのが鏡板です。

鏡板の製作方法
鏡板の種類を理解するには、まずその製作方法について知っておく必要があります。
プレス加工
プレス型を取り揃えた鏡板専業メーカーでの標準的な工法です。総型を用いた最もシンプルな加工となるため、型使用の工程繰りがマッチすれば、最も精度良くかつ短納期で入手できる可能性があります。
スピニング加工
多くの鏡板メーカーでの標準的な工法で、皿押しプレスの後にスピニングすることで所定の形状に成形します。半楕円鏡板では近似のプロファイルとなる可能性がありますが、プレス工法に比べメーカーが多いため、工程の融通性が期待できます。
分割(花びら)成形
大径で、呼び径に対し厚肉の場合、鏡板を複数のセグメントに分割の上個々にプレス成形し、製缶側で接合して仕上げる鏡板です。ただし、鏡板そのものに長手や周継手があるため、法規適用品に用いる場合はその溶接施工並びに検査をどのように受検するか、鏡板メーカーとよく打ち合わせする必要があります。
鏡板の種類と特徴
鏡板の種類の詳細については鏡板製品カタログ – 北海鉄工所をご参照ください。この中にもあるように、鏡板には様々な形状があり用途や設計条件に応じて選定する必要がありますが、下記におおまかな特徴について挙げてみます。
10%皿形(SD)
もっとも一般的な形状です。成形前の展開寸法(ブランクダイヤ)を小さくすることができるため材料費が抑えられ、材料単価の高いニッケル合金に向いていると言えます。ただし、ナックル部近傍には管台などを取り付けできないためレイアウトには注意が必要です。
2:1正半楕円形(ED)
SDと比較してブランクダイヤは大きくなりますが、強度計算により薄肉とできるため比較的高い設計圧力の場合に向いていると言えます。一方、ニッケル合金は高強度のものが多いためさらに薄肉にできればコスト有利となります。
近似半楕円形(AD)
SDはクラウンR(鏡頂部の球R)での皿押しとナックルR(鏡外周部の球R)でのスピニングの組み合わせで成形できるのに対し、EDは連続的な形状となるため、総型によるプレス成形となります。このEDの形状に近似したクラウンとナックルの組み合わせでSDと同様に成形するのがADで、EDのプレス型を保有していないメーカーから採用を提案される場合があります。
全半球形(HH)
球形タンクなど高圧で大口径のタンクに用いられ、計算上は胴板と同じ肉厚とすることができます。プレスによる総型成形は困難である場合が多く通常は花びら成形となります。
平形(FD)
平板の周縁をスピニング加工し、接続する胴板に喰い違いなく取り付けるためのスピニング加工を施して製作する鏡板です。平板は耐圧形状としてもっとも不利であるため、SDやEDと比較して著しく厚肉となります。このため、本体との接続部も肉厚を減ずる加工が大きくなります。
円錐形(CD)
ホッパーやサイクロンなどに用いられる、大径胴を小径に絞りそのまま管台に接続する鏡板です。管台ではなく小径胴に接続する場合は円すい胴と呼ばれますが、強度計算は同じとなります。
鏡板の熱処理
ニッケル合金製鏡板の製作においてしばしば話題となるのが成形後の熱処理の要否です。多くのニッケル合金には鋭敏化域があり、鏡板のように加熱される範囲が大きいと、加熱・冷却速度に起因する脆化や耐食性の劣化が問題となりかねません。
このため、材質選定や施工設計の段階で鏡板メーカーに問合せすることをお勧めします。
鏡板の検査
鏡板の試験・検査は、JIS B 8247「2016 圧力容器用鏡板」 に準拠して行われます。
なお、法定の溶接検査(PT/RTなど)を受検する場合は、板継ぎ後成形するものは成形前に受検することとなりますので工程設計上注意が必要です。
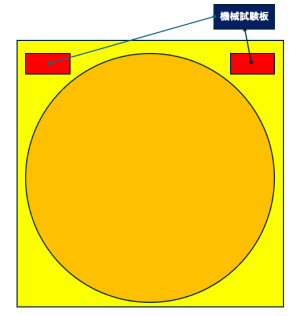
また鏡板成形後に熱処理を行うなど、胴板と別溶接施工法となる場合は改めて本体付き機械試験が必要となります。あらかじめ試験板のサイズを確認の上、鏡板用に丸切りする余材部から採取できるようにすれば無駄を省くことができます。