- ホーム
- 基礎知識
- ニッケル合金製の部品について
- ニッケル合金製の管継手〜エルボ
ニッケル合金製の管継手〜エルボ
板巻き溶接パイプを活用するでは、ハステロイを始めとするニッケル合金製のパイプをどのように製作するかをご説明しました。このパイプを、その主たる用途である配管に組み立てるには管継手が必要です。ところが、管継手の製造に必要なプレス設備や押し型を有するのは専門メーカーに限られているため、その入手性はニッケル合金のパイプ以上に難しいと言えます。一方で、その作り方と溶接線の位置を知っておくことは、これを使用する圧力容器や配管の溶接設計や溶接検査を計画するために大変重要です。
そこで本稿では、ニッケル合金製管継手についてご説明したいと思います。なお、種類としては、特に設計上留意が必要な突合せ溶接式管継手に絞るものとします。
ご注意
本稿では、株式会社ベンカン機工殿のウェブサイト中の「溶接式管継手事業>製法」から説明文の一部をそのまま引用いたします。なお、同ページに掲載されている動画は非常にわかりやすいので是非ご参照ください。

エルボの作り方と溶接線の位置
まず最初はエルボについてご説明します。

ニッケル合金製については下記の複数の製造方法があります。
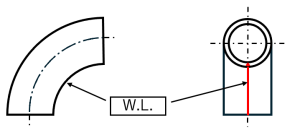
UO製法
U金型にてU形状に曲げた後、O金型でパイプ状に巻いて、腹側(内側)のみ溶接して仕上げる製法。溶接線は1本になります。小中径サイズに適用します。
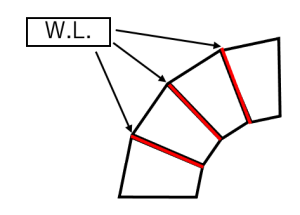
モナカ製法
材料である鋼板を扇状に切断した後、上下の金型で左右対称にプレス成型した二つの部材を重ね合せて、背側(外側)と腹側(内側)を溶接する製法。
長手溶接線は2本になり、主として大径サイズに適用します
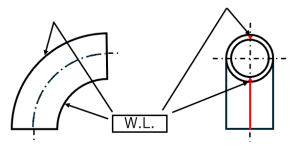
冷間曲製法(押し出し法)
エルボと同径のパイプを軸方向にプレス押しして内外金型により拘束しながら曲げる製法。小径サイズに適用します。
注)ニッケル合金製パイプは特に入手が難しいため、丸棒をくり抜いて管とする場合があります。
規格寸法外品の製法
以上の製法は、JIS B 2312:2015 配管用鋼製突合せ溶接式管継手に規定された(以下規格寸法と言います)に基づいた金型を用いて製造されます。
しかし、設計の制約や納期・予算の都合などにより規格寸法とは異なる寸法で製作する場合があります。
パイプ曲げ
エルボではエロージョン・コロージョンの恐れがある場合などにおいては、曲率半径をより大きくした曲げパイプ(ベンド管)とします。原則として冷間で行いますが、偏平率や減肉率、内R側のシワ寄りなどの懸念がある場合は高周波曲げを用います。
マイタベンド
大径で比較的使用圧力が低いのであれば、マイタベンド(エビ管)とし、溶接製缶作業のみで曲がり部を完成させる方法があります。ただし、溶接継手が増えるため、あらかじめ溶接検査の手間の増加を見込んでおく必要があります。