- ホーム
- 基礎知識
- ニッケル合金製の部品について
- ニッケル合金製の管継手〜ティー(チーズ)
ニッケル合金製の管継手〜ティー(チーズ)
ハステロイをはじめとするニッケル合金のティーは、エルボ同様さまざまな方法で製作されます。
このうち、差し込み式やねじ込み式は、鋳物のほか角棒や鍛造材から製作されますが、突合せ溶接式は多くの場合素材板を成形後溶接して製造します。これにはいくつかの方式がありますので、本稿ではこれら方式の違いならびに溶接線有無とその位置などについて見ていきましょう。
UO方式
板をU型に成形した後、枝部の成形を行い、O型成形を行った後溶接し、仕上げる製法です。枝部に深絞り加工が入るため、素材板に冷間での充分な塑性加工性が必要であることに加え、減肉率を見込み、あらかじめ素材厚に余肉を設けておく必要があります。




上記の製法となるため、枝管側の反対側に長手溶接線が1本入ります。
一方、母管の周長が素材板の最大幅を上回るほど大径の場合は2分割として製作する場合があります。





この場合は側面に2本溶接線が入ることになります。
モナカ方式
大径で半割型がある場合は、左右モナカ形状を合わせて製作する場合があります。
この場合は上図のように3本溶接線が入ることになります。
スロート溶接方式
枝部スロート部をあらかじめトリミングした上で折り上げて成形します。UO方式と比較して減肉量が抑えられるため素材厚を薄肉とすることができます。ただし、高圧で素材厚が厚い場合は成形が難しいため、比較的低圧かつ口径に対し薄肉なものに限定されます。





この場合は上図のように枝管側のスロート部に長手溶接部が2本入ることになります。
枝菅方式
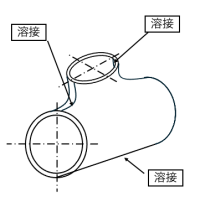
特に小径の継目無管などの管材などが入手できる場合、管同士を溶接してティーを製作する場合があります。溶接のみでスロート部を形成しますので、裏波の状態など溶接品質を十分に確認する必要があります。



上記のように枝管側に溶接入熱が集中するため、母管に溶接変形がないか目視でよく確認する必要があります。なお、管素材に溶接管を用いる場合、所定の溶接部検査を行なっているかを素材ミルシートなどで確認しておく必要があります。
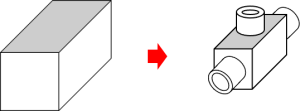
削り出し方式
小径で小ロットの場合は角ブロックや角棒から直接削り出して製作します。中グリする際に同心度をきちんと管理し、開先部での偏肉や肉厚不足がないようにします。
径違いティーについて
原則として径違いティーの大径と小径の比は2が上限となります。これより大きな比率で大径から小径に落としたい場合はティーの枝管部に同心レジューサを接続することとなります。